A note on the history of our finishing process by Bill Geissele
Geissele weapons stand out on the firing line. I want it that way. Their distinctive color and smooth and lustrous finish is immediately noticeable when a shooter picks up a Geissele rifle. One way to make a weapon with this velvety, luxurious look that feels so good in the hand is to use very gentle hand and machine finishing methods to smooth the surface of the aluminum.
Most aluminum gun parts are finished after machining by steel shot blasting and high-pressure sand blasting with coarse sand (Alox). This sounds very rough and aggressive and it sure is! Shot blasting involves sealing the parts into a chamber and dropping small steel spherical media onto a high speed spinning impeller that throws the steel shot at the part. The result is a rough industrial type finish that is very uniform and will peen and mow over any small machining marks. High pressure sand blasting is not as aggressive as shot blasting but the parts inevitably have a dull black, chalky finish after anodizing. All this rough finishing makes life easy on the gun maker because it is easy to hide imperfections. Because there was not an alternative to the easy to apply rough finishing some gunmakers have turned to various paint type coatings that have varying adhesion and wear resistance. Some of these paints are very good and durable but eventually they will wear and flake off. They also can’t be applied to all the complex internal holes and passages in a gun since they are applied with a line of sight spray gun.
I first ventured into aluminum gun parts a decade ago when I designed a modular type handguard for the HK416 to replace the stock “cheese grater” quad rail that was so undesirable to grip. I wanted to provide my special operations customer with the finest handguard it was possible to make and the good feel in the shooters hand was one of the important design specifications. I believe that the human hand that has to grip a rough surface such as a quad rail will send subtle signals to the brain that will slow down response time when the hand has to position something e.g. aim the weapon at a threat. (watch out, it’s sharp!) A smooth velvety gripping surface with no sharp edges lets the brain say “it’s ok to move fast, you won’t get cut!”
It wasn’t long after my HK416 rail was fielded when a Marine I know suggested/requested we make a handguard for the AR15. This first AR15 rail was our MK1 which took the same Geissele rail panels as our HK416 handguard (remember this was before Keymod and M-LOK®). Currently we are at version MK19 and we have tried many different shapes and styles of handguard profiles and accessory attachment methods over the years. One thing that we have always done consistently from HK416/MK1 to MK19 is to retain our tried and true hand finishing and smoothing of sharp edges and our gentle machine processing. I wouldn’t have it any other way and you can be assured that this tradition of “doing it the hard way” will always be a Geissele hallmark.

(PICTURED: A Geissele Super Modular Rail MK16 in DDC, as adopted by USASOC for the URGI program, next to an original Geissele Super Modular Rail MK1 in black)
VARIATIONS ON FINISH
So this brings us to the not so good part of the hand work by my craftsmen. Gentle finishing of my parts will not remove and cover up the small machining marks, swirls, transition steps, forging roughness, dings, dents, alloy segregation shadows and other imperfections that are a normal part of manufacturing. In fact, our distinctive color anodizing will enhance, exacerbate and bring out these imperfections. Below are pictures of typical imperfections that you will see on Geissele rifles and accessories.
Forging Roughness:![]()
Small dings and dents:![]()
Extrusion lines:![]()
Alloy segregation shadows:![]()
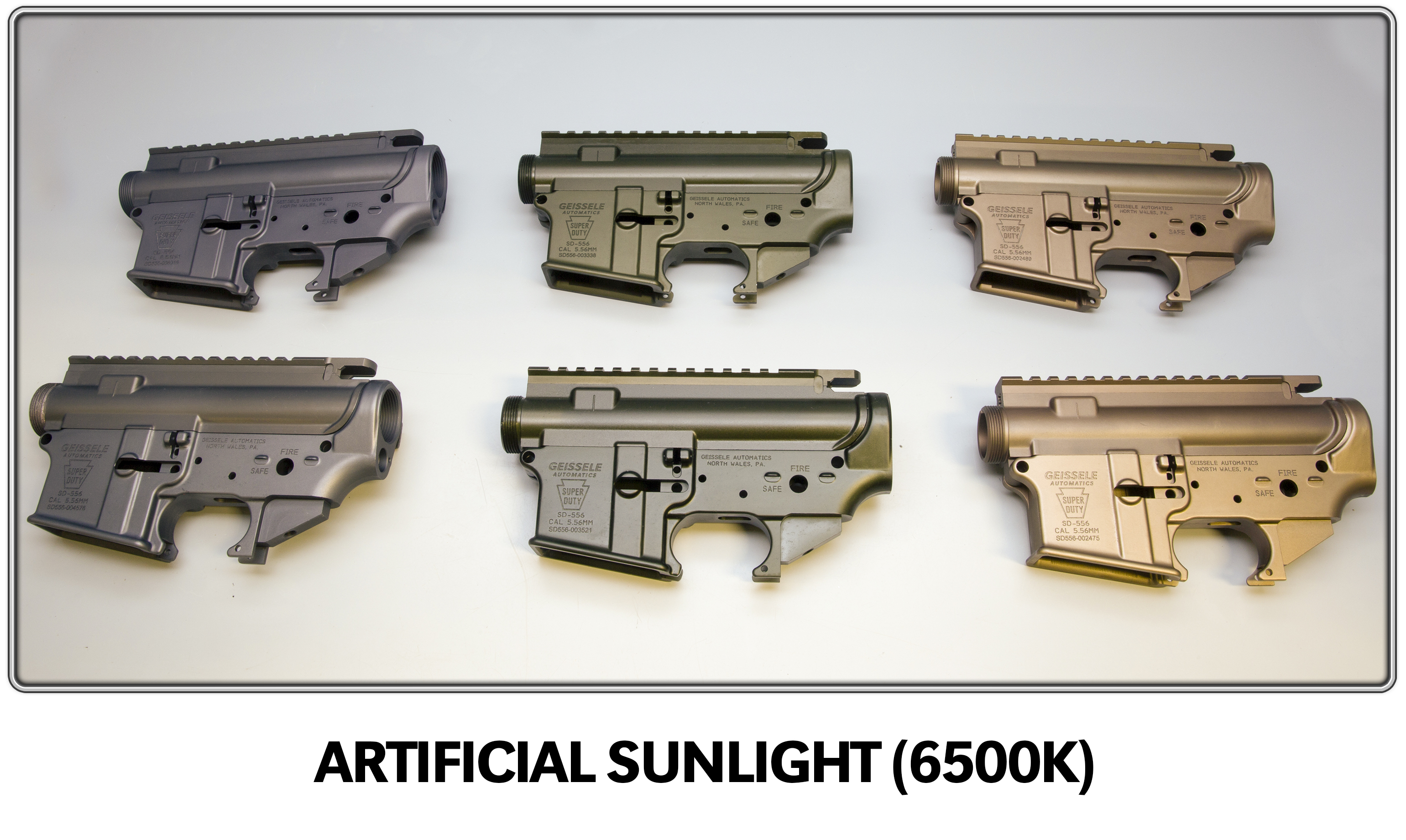
VARIATIONS UNDER DIFFERENT LIGHT
In these pictures below you will also notice that some of the receiver sets have wildly different shades of colored anodizing, and they look wildly different depending on the light source! Why would we even consider selling parts like this? The answer is there is absolutely nothing we can do to make colored anodizing consistent.
(NOTE: these are images of the same exact receivers taken under different lights)


ANODIZING
Our components that are made from alloy aluminum are finished in Type 3 hardcoat anodize because of its hardness, abrasion resistance and chemical resistance. Type 3 anodize grows an approximately 0.003” layer of hard aluminum oxide (the same material grinding wheels are made from) on the aluminum part. This layer is grown on the part surface by soaking in a chemical bath while being electrically charged. Next the part is dipped into a special dye bath and the semi porous aluminum oxide layer drinks up the dye to take on its color. Then a hot water solution will seal the dye into the aluminum oxide layer. The resultant color is dependent upon the concentration of chemicals in the various baths, dye concentration, dye mix chemistry, aluminum oxide layer thickness, starting smoothness of the part, phase of the moon, how many slices of pork roll the technicians had in their breakfast sandwich and my favorite: unknown environmental factors.
Because of this the color on our rails, receivers and other aluminum parts can and will vary from one part to the next, even within the same batch. It is impossible to put together a rifle where all shades of Type 3 Hardcoat match. Even our black anodized parts, which are very consistently “black”, may show some different shades in certain lighting such as hints of blues, purples and greys. Our distinctive anodized colors such as DDC, DRT, DAK, OD Green, 40mm Green, Grey and Swedish Green will never be consistent. The anodize process for Iridium does not use a heavy dye and because of this the finish tends to be a very slick silvery metallic. Due to its coating profile it will more readily show all imperfections / variations in the forgings and subtle machine marks of the metals coated with it. This gives the parts a very unique mechanical appearance. If a customer wants a Geissele rifle where all the parts look identical and match perfectly I suggest the customer purchase a black rifle and take it to a professional gun painter. All our anodizing sins will then be hidden.
(NOTE: Different shades of DDC Anodizing on a complete rifle build)

GEISSELE RECEIVER SET FITMENT
Geissele receiver sets are made to the military standard tolerances that have been in use since the early 1960’s. There will be play and rocking between the upper and lower receivers. They are designed this way to handle the dirt, dust, mud and water ingress that is part of the life of a combat weapon. Some shooters desire a tight fitting receiver set. Geissele rifles manufactured with forged receivers and our forged upper and lower sets are not designed to be this way. Our experience has actually shown a decrease in accuracy with bedded and tight receiver sets. Gene Stoner and Jim Sullivan must have been on to something!
CLOSING REMARKS
As the lead designer of Geissele I have made a conscious decision to accept these considered imperfections and various color shades in exchange for velvet smoothness and inherent camouflage effect. You are being made to read this manifesto because you also have to accept these unavoidable manufacturing fingerprints that are not removed from my rifles and accessories. If this bothers you my loyal and dear customer I completely understand. I humbly ask that you look elsewhere for your kit.